

洛瑞卡(伦敦)有限公司
中国生产基地
苏州洛瑞卡新材料科技有限公司
地址:江苏省苏州太仓市瓯江路 6 号瓯江产业园区
电话/传真:0512-53660712 15810961179
关注公众号请扫描以下二维码:

一、覆膜前U-PVC型材和铝型材的准备和预处理
(一)U-PVC型材准备工作:
1. 检验合格的塑料异型材,用风吹去表面的灰尘及黏附物。
2. 调整设备上的底涂毡块与型材贴紧,所有覆膜的型材表面都必须有含有表面处理剂的毛毡。
3. 调整好烘干加热器与型材的距离,以便挥发掉经毛毡涂在型材表面的处理剂中的溶剂。
4. 用8~10%含量的二氯甲烷溶液(亲和剂)对塑料型材进行表面处理,要粘接的表面必须被全部均匀涂抹。
处理完后必须将所有的二氯甲烷溶剂100%挥发完毕。
(二)铝型材覆膜前的表面处理:
1. 经过铬酸钝化和磷化,然后喷涂上底漆的铝型材
2. 用棉布将铝合金型材上的异物、灰尘和水分擦洗干净
3. 用丙酮溶液再将型材表面进行活化处理
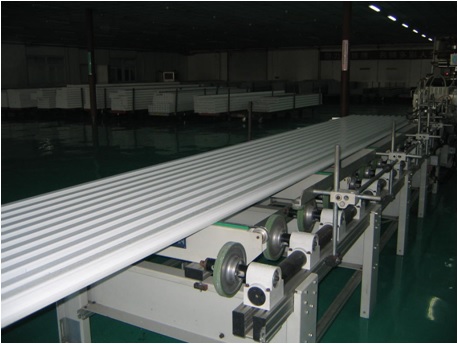
4. 停放1小时,使型材的表面溶液充分挥发掉
 |
 |
 |
 |
 |
|
表面处理装置 |
型材表面检查 |
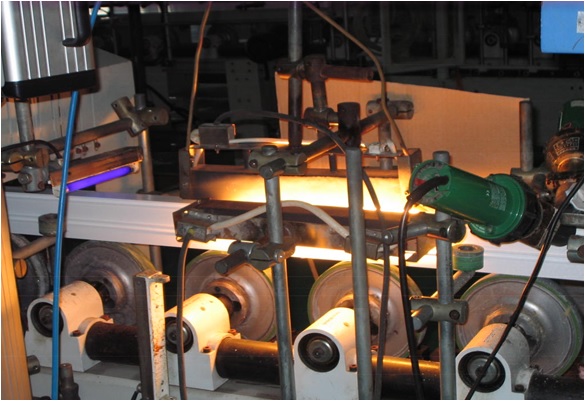
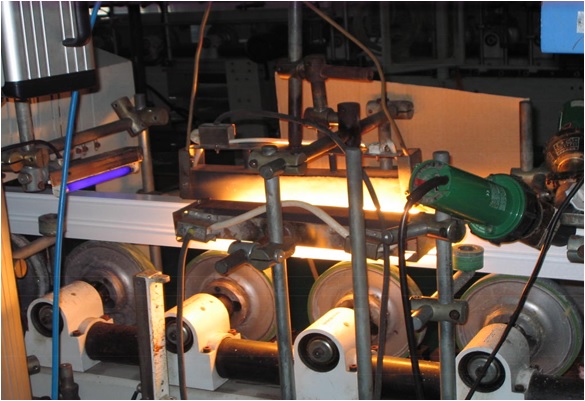
型材表面加热装置 |
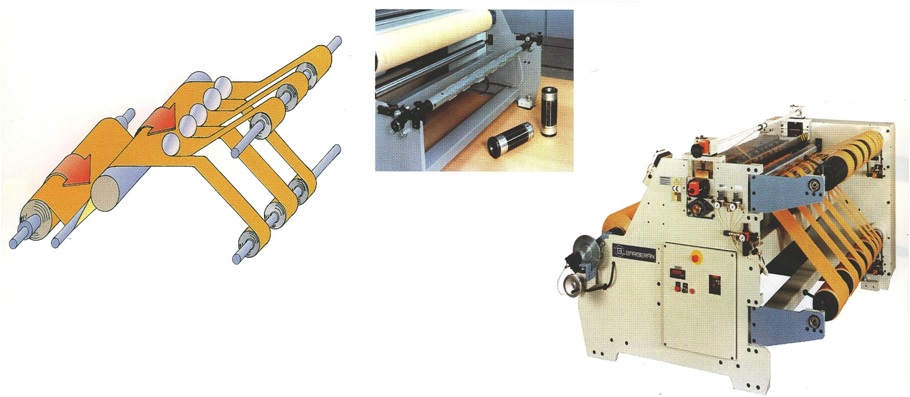
热风枪及压辊的排列 |
|
 |
|||
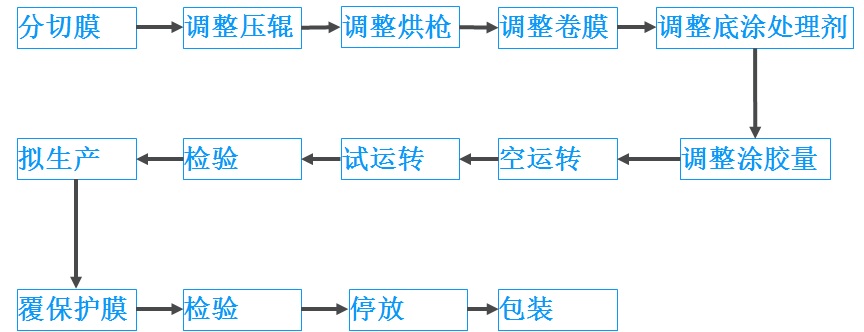
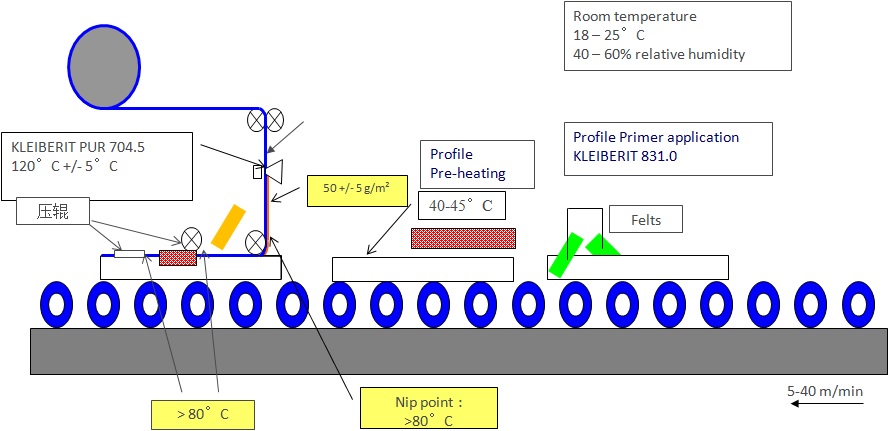
| 覆膜工艺流程图 | |||
 
|
|||
| 热熔胶覆膜设备 | |||

|
 |
||
|
型材表面加热器 |
涂胶膜的加热器 |
||
|
|||
|
热熔胶覆膜设备 |
|||
 |
|
|
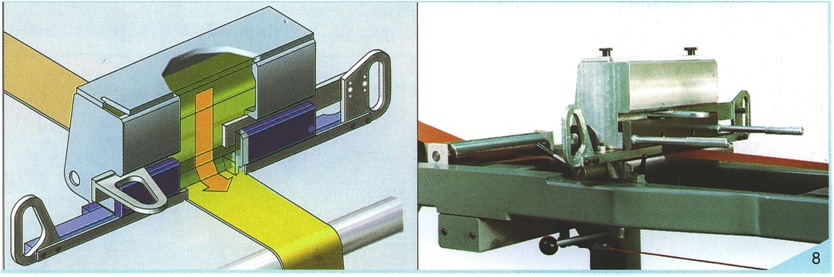
溶剂胶覆膜涂胶原理及胶箱设备 |
|

|

|
|
溶剂胶覆膜覆膜设备干燥烘箱 |
涂胶膜进一步干燥 |
